6 июня 2026 г.
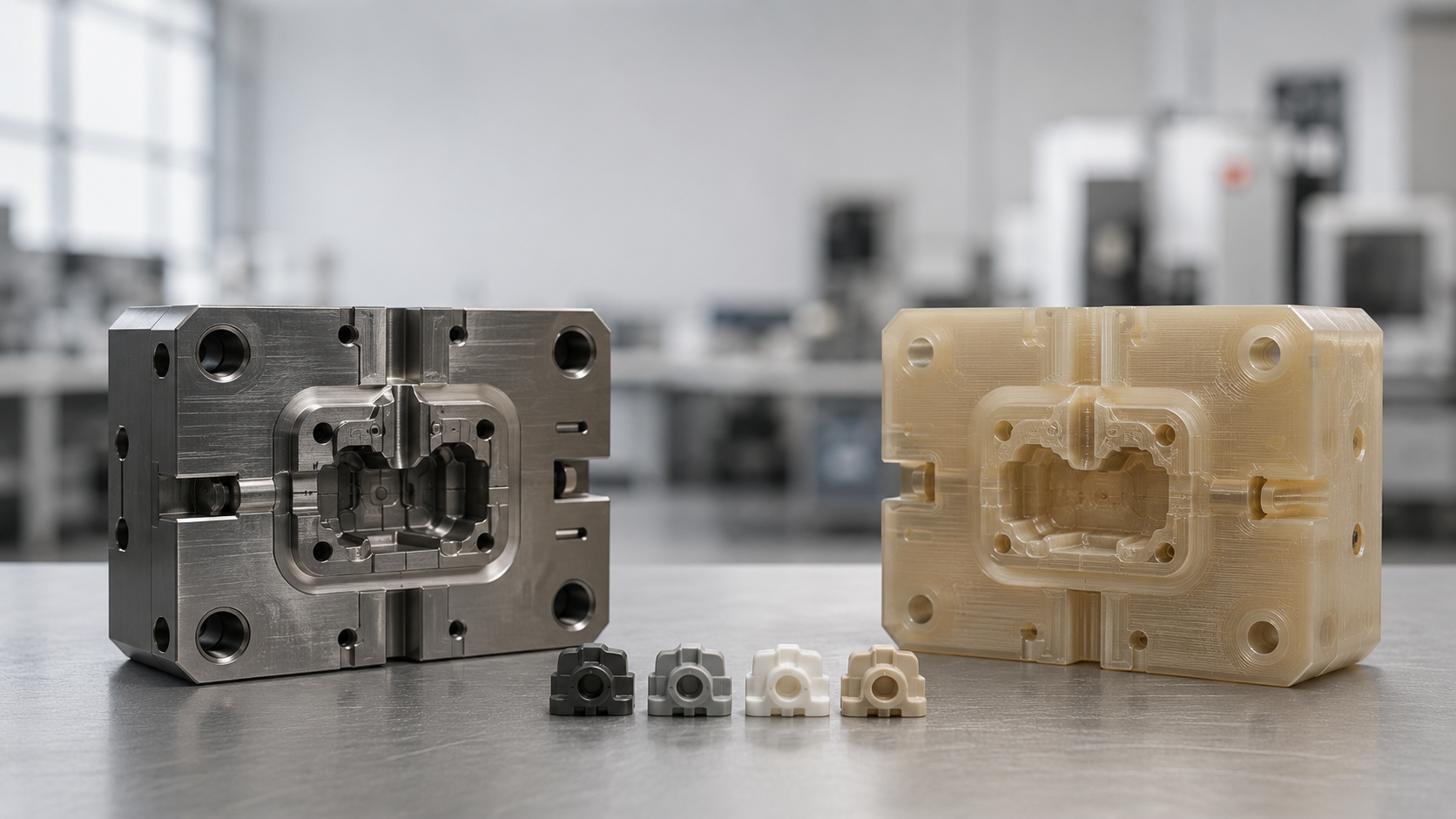
3D-печать форм для инжекционного литья применяется как инженерный инструмент для пилотных серий, ускоренного прототипирования, выпуска оснастки под сложную геометрию.
При тиражах до 50–100 изделий такой подход позволяет сократить сроки запуска с нескольких недель до нескольких дней, снизить стоимость опытных партий и быстрее проходить цикл конструкторских доработок. Выбор между полимерной формой и металлической пресс-формой определяется расчётом по тиражу, температуре материала, допускам детали и требуемому ресурсу оснастки.
Когда выгоднее напечатать, чем фрезеровать
- Тираж до 50–100 отливок: печать пресс-форм на 3D-принтере дешевле металлической оснастки, которая окупается на больших сериях.
- Срок: SLA-образец готовится за 2–5 рабочих дней, стальной требует недель ЧПУ-фрезеровки.
- Геометрия: поднутрения, тонкие рёбра, каналы печатаются без многоосной обработки и сборных матриц.
- Итерации: при доработке CAD-модели дешевле перепечатать образец, чем перефрезеровать металл.
При тираже от 500 шт. и температуре термопласта выше 220 °C рациональнее сразу делать металлическую пресс-форму.
Технологии 3D-печати, подходящие для форм
- SLA и DLP используют фотополимер как базовый материал для изготовления образцов под инжекционное литьё низкого давления благодаря точности ±0.1 мм и гладкой поверхности.
- MJP и PolyJet применяют для сложных поднутрений и тонких элементов.
- Если требуется мастер-модель для литья на 3D-принтере, используют выплавляемые или выжигаемые модели, включая восковую.
Материалы и ресурс формы
- Термостойкая смола с теплостойкостью HDT 200–280 °C подходит для PP, PE, TPE и ограниченно для ABS. Ресурс фотополимерной заготовки обычно составляет 30–100 циклов отливок.
- Для полиуретана чаще применяют маршрут через мастер-модель и литьё в силикон.
- Полимерная оснастка используется в прототипировании и мелкосерийном производстве, где важнее скорость запуска, чем ресурс металлической заготовки.
Подготовка CAD-модели к печати
Для SLA критичны уклоны 2–3°, равномерная толщина стенки, корректно рассчитанный литник, разводящие каналы, выпор и вентиляция. Предпочтителен STEP, но STL и IGES также применяются после инженерной проверки геометрии.
3D-печать литейных форм в Syncam
Syncam производит формы, мастер-модели и литейную оснастку под инжекцию полиуретанов, литьё в силикон по мастер-модели и ограниченные партии термопластов. Компания применяет промышленную SLA-печать фотополимерами с допуском ±0.1 мм, термостойкие смолы до 280 °C и постобработку поверхности. Инженерный расчёт помогает определить, где достаточно SLA-оснастки, а где рациональнее перейти к металлической пресс-форме. Расчёт стоимости печати выполняется по файлу.